

-
About us
 Tianjin lefin Industrial
Tianjin lefin Industrial
TIANJIN LEFIN STEEL GROUP containing Tianjin lefin Industrial Co.,Ltd. 、Tianjin lefin steel import & export Co.,Ltd and Tianjin Shengqifeng International Trading Co., Ltd. -
Products
Steel Pipe Processing
Our main products include 1/2inch to 16 inch ERW PIPE/GI PIPE which has been produced according to BS1387/ASTM A53/EN10219/EN10255/EN10217 Standard -
-
Service Capability
Guarantee Quality
Our steel pipes are suitable for oil, natural gas, shipbuilding, chemical industry, water conservancy, electrical, steel structure, construction and other related fields.
- Details
-
EN 10219 S235JRH is a cold-formed welded structural steel pipe widely used in construction, mechanical manufacturing and infrastructure fields, in compliance with the European standard EN 10219. The following is a detailed analysis of its core features:
1. Material properties and standard requirements
Chemical composition (limits of key elements) :
- Carbon (C) : ≤0.20%
- Manganese (Mn) : 0.60% - 0.90%
- Silicon (Si), phosphorus (P), sulfur (S) : Strictly limit impurity content (P≤0.035%, S≤0.035%).Low-carbon design ensures good weldability and plasticity, and manganese enhances strength.
Mechanical properties:
- Yield strength (Rp0.2) : ≥235 MPa
- Tensile strength (Rm) : 340-480 MPa
- Elongation (A) : ≥23% High elongation indicates excellent plasticity of the material and is suitable for scenarios that require bending or impact.
2. Specifications and dimensional tolerances
Section type and range:
- Round pipe: Outer diameter 88.9-2540mm (wall thickness 2.5-25.4mm)
- Square tubes (SHS) : Side length 20-800 mm (wall thickness 2-30 mm)
- Rectangular tubes (RHS) : Long side 20-750mm, short side 20-500mm. Common specifications include 50×50× 3-5mm square tubes, which are used for lightweight structures.
Tolerance requirements:
- Side length tolerance: ± 1.5mm
- Wall thickness tolerance: ±10% the cold forming process ensures high dimensional accuracy and is suitable for precise assembly.
3. Production process and quality control
Manufacturing process:
- Cold bending forming: The steel plate is bent at room temperature and then formed by high-frequency resistance welding (ERW) or submerged arc welding (SAW).
- No heat treatment: No heat treatment is carried out after welding, retaining the cold working hardening effect (strength increases, but residual stress is relatively high).
- Surface treatment: Galvanizing (anti-corrosion) or black annealing (forming an oxide layer to resist corrosion) is available.
Quality inspection:
- Mechanical tests: Tensile and impact tests for each batch (impact toughness at -20℃ must meet the standard).
- Non-destructive testing (NDT) : 100% ultrasonic/radiographic testing of weld seams.
- Water pressure test: Maintain for more than 5 seconds, and the pressure is calculated according to the standard.

4. Application fields
- Building structure: High-rise frame, support columns, roof trusses (high dimensional accuracy facilitates assembly).
- Mechanical manufacturing: Conveying equipment brackets, crane booms (good weldability is required).
- Municipal engineering: Road guardrails, bridge ancillary structures (galvanized anti-corrosion version).
- Other fields: Furniture manufacturing (industrial style design), photovoltaic brackets, billboards.
5. Selection suggestions and certification requirements
Applicable scenario selection:
- Recommended EN 10219 S235JRH: mainly for static loads (such as building supports), cost-sensitive, and requires high precision.
- Unsuitable scenarios: High impact loads (such as crane main beams) or high-temperature environments (>350℃), in which case the thermoforming standard EN 10210 (such as S355J2H) should be selected.
CE certification requirements:
- Compulsory certification: Exports to the EU must comply with the CPR Regulation (EU 305/2011).
- Certified content:
- Initial type inspection (ITT) : Mechanical property and impact toughness tests.
- Factory Production Control (FPC) : Full-process quality system audit.
- Mark usage: After certification, the CE mark can be affixed and a Performance Declaration (DoP) can be issued.
6. Maintenance advice
Maintenance and upkeep
- Regularly check for surface rust. It is recommended to apply anti-corrosion paint (such as inorganic zinc-rich paint) in open-air environments.
- Avoid overloading to prevent plastic deformation.
summary
EN 10219 S235JRH, with its high precision, good weldability and cost-effectiveness, has become the preferred choice for static structural applications. However, it should be noted that its residual stress is relatively high and it is not suitable for dynamic load scenarios. When selecting the type, the engineering requirements should be taken into account. The qualifications and certification documents of the suppliers should be strictly reviewed, and regular maintenance should be carried out to extend the service life.

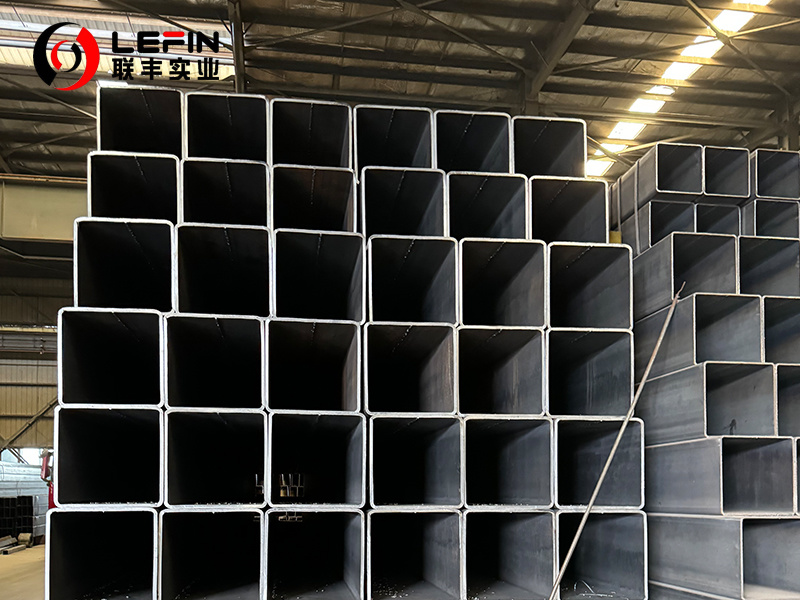
STEEL PIPE EN 10219 S235JRH
Subcategory
Keyword
- Details
-
EN 10219 S235JRH is a cold-formed welded structural steel pipe widely used in construction, mechanical manufacturing and infrastructure fields, in compliance with the European standard EN 10219. The following is a detailed analysis of its core features:
1. Material properties and standard requirements
Chemical composition (limits of key elements) :
- Carbon (C) : ≤0.20%
- Manganese (Mn) : 0.60% - 0.90%
- Silicon (Si), phosphorus (P), sulfur (S) : Strictly limit impurity content (P≤0.035%, S≤0.035%).Low-carbon design ensures good weldability and plasticity, and manganese enhances strength.
Mechanical properties:
- Yield strength (Rp0.2) : ≥235 MPa
- Tensile strength (Rm) : 340-480 MPa
- Elongation (A) : ≥23% High elongation indicates excellent plasticity of the material and is suitable for scenarios that require bending or impact.
2. Specifications and dimensional tolerances
Section type and range:
- Round pipe: Outer diameter 88.9-2540mm (wall thickness 2.5-25.4mm)
- Square tubes (SHS) : Side length 20-800 mm (wall thickness 2-30 mm)
- Rectangular tubes (RHS) : Long side 20-750mm, short side 20-500mm. Common specifications include 50×50× 3-5mm square tubes, which are used for lightweight structures.
Tolerance requirements:
- Side length tolerance: ± 1.5mm
- Wall thickness tolerance: ±10% the cold forming process ensures high dimensional accuracy and is suitable for precise assembly.
3. Production process and quality control
Manufacturing process:
- Cold bending forming: The steel plate is bent at room temperature and then formed by high-frequency resistance welding (ERW) or submerged arc welding (SAW).
- No heat treatment: No heat treatment is carried out after welding, retaining the cold working hardening effect (strength increases, but residual stress is relatively high).
- Surface treatment: Galvanizing (anti-corrosion) or black annealing (forming an oxide layer to resist corrosion) is available.
Quality inspection:
- Mechanical tests: Tensile and impact tests for each batch (impact toughness at -20℃ must meet the standard).
- Non-destructive testing (NDT) : 100% ultrasonic/radiographic testing of weld seams.
- Water pressure test: Maintain for more than 5 seconds, and the pressure is calculated according to the standard.
4. Application fields
- Building structure: High-rise frame, support columns, roof trusses (high dimensional accuracy facilitates assembly).
- Mechanical manufacturing: Conveying equipment brackets, crane booms (good weldability is required).
- Municipal engineering: Road guardrails, bridge ancillary structures (galvanized anti-corrosion version).
- Other fields: Furniture manufacturing (industrial style design), photovoltaic brackets, billboards.
5. Selection suggestions and certification requirements
Applicable scenario selection:
- Recommended EN 10219 S235JRH: mainly for static loads (such as building supports), cost-sensitive, and requires high precision.
- Unsuitable scenarios: High impact loads (such as crane main beams) or high-temperature environments (>350℃), in which case the thermoforming standard EN 10210 (such as S355J2H) should be selected.
CE certification requirements:
- Compulsory certification: Exports to the EU must comply with the CPR Regulation (EU 305/2011).
- Certified content:
- Initial type inspection (ITT) : Mechanical property and impact toughness tests.
- Factory Production Control (FPC) : Full-process quality system audit.
- Mark usage: After certification, the CE mark can be affixed and a Performance Declaration (DoP) can be issued.
6. Maintenance advice
Maintenance and upkeep
- Regularly check for surface rust. It is recommended to apply anti-corrosion paint (such as inorganic zinc-rich paint) in open-air environments.
- Avoid overloading to prevent plastic deformation.
summary
EN 10219 S235JRH, with its high precision, good weldability and cost-effectiveness, has become the preferred choice for static structural applications. However, it should be noted that its residual stress is relatively high and it is not suitable for dynamic load scenarios. When selecting the type, the engineering requirements should be taken into account. The qualifications and certification documents of the suppliers should be strictly reviewed, and regular maintenance should be carried out to extend the service life.
Related products
Product Consulting
Address: Hengtai Road,Daqiuzhuang Town,Jinghai County,Tianjin,China
Mob: +8615122229899(whatspp)
Phone: +86 22 58171905
Fax: +86 22 58171902
E-mail:info@lefinsteel.com
Get company updates
Tianjin Lefin Industrial Co.,Ltd. All rights reserved City sub-station SEO www.300.cn